


Stainless-steel Casting
Release time:
2024-04-08
Source:
Comparison of Fused Ceramic Sand Shell Molding Process and Silica Sand Shell Molding Process
Fused ceramic sand shell molding process is a special casting process which mainly uses the coated sand with ceramic sand as the raw sand and forms the sand shell through the core shooting machine. Compared with the shell molding process of traditional coated silica sand, it has the following advantages:
1. Refractoriness
The refractoriness of fused ceramic sand is above 1800 ℃, and that of silica sand is generally about 1600 ℃. Especially, it has obvious advantages in castings made of stainless steel, high alloy steel and heat-resistant steel with high angle temperature. It can effectively reduce the defects such as sand sticking caused by insufficient refractoriness of molding sand.
The high refractoriness of fused ceramic sand allows the sand mold to be free from coating and sand adhesion, ensuring the permeability of the sand mold while saving the coating cost and labor cost of the process.
2. Resin Addition and Gas Evolution of Coated Sand
Fused ceramic sand grain shape photo vs silica sand grain shape photo
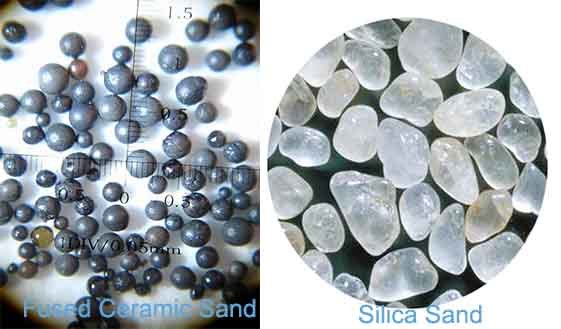
The particle shape of ceramic sand is spherical, and there is point bonding between molding sands when the coated sand hardens. Compared with the surface bonding of silica sand coated sand, the strength of point bonding sand mold can reach more than twice of the surface bonding strength under the same amount of resin.
Under the condition of reaching the same strength, the amount of resin added in the coated sand of fused ceramic sand can be reduced by at least 30% - 40%, and the air emission of molding sand can be reduced by at least half (the new silica sand itself will also produce a certain amount of gas during casting). The use of resin coated ceramic sand can effectively reduce the porosity of castings caused by large air evolution of molding sand.
3. Sand Consumption of Molding Sand
The strength of resin-coated ceramic sand is about twice that of silica sand, and the sand consumption of sand shell is generally reduced by 30% - 40%. According to the iron sand ratio of the conventional shell molding process of 1:1, the production of 1000 tons of casting with resin-coated ceramic sand can save 200-300 tons of molding sand than that of coated silicon, so as to effectively reduce the cost of molding sand and the amount of molding sand turnover.
4. Casting Quality
Silica sand will have thermal expansion during pouring, and the thermal expansion of new sand is 5.5×10-7 / ℃ (0~1000 ℃), it is easy to form micro cracks on the surface of the casting, and even lead to the deformation of the casting in serious cases. Fused ceramic sand expansion rate is 1.3×10-8 / ℃ (0~1000 ℃), the thermal expansion rate is far less than that of silica sand, which can effectively improve the quality of castings, reduce the scrap rate of castings, and reduce the man hours required for welding repair during post-treatment.

Production of 304 valve plate with coated silica sand(left) vs resin-coated ceramic sand(right)
5. Personnel and Production Process
Fused ceramic sand is spherical sand. Compared with the polygonal sand of silica sand, it has good fluidity. The sand shell is easy to be filled during shell making, and the compactness of the sand shell is guaranteed. The scrap of castings caused by insufficient sand mold strength can be effectively reduced.
After the casting is unpacked, it can basically eliminate the need for manual sand removal and save labor costs. According to our customers' feedback, the cleaning personnel can be reduced by more than one third, effectively saving labor costs.
6. Sand Cleaning and Environmental Protection
Silica sand has the defects of broken and causes large dust, which not only seriously pollutes the surrounding environment, but also easily causes workers to suffer from pneumoconiosis and other occupational diseases.
Fused ceramic sand does not break when heated, which is a good solution to this problem. It not only improves the working environment of the production staff, but also avoids the disadvantage of finer and finer grain size of the molding sand when it is reused.





Previous page
Next page
Recent Post
Popular Tags
Professional manufacturer of ceramic foundry sand for foundry industries, high quality, good service and meet different needs for your project.
Contact Us
Address:9/F, Business Incubation Center, Yanguang Road, High-Tech District, Luoyang, Henan Province